技術資料
ここでは金属プレス加工、板金・溶接加工などにおいて設計技術者などが知っておくと役立つ内容をまとめています。
ご希望の方には同資料を送付致しますのでお問い合わせフォームからお申し込み下さい。
※技術内容に関する問い合わせにもお応えいたします。

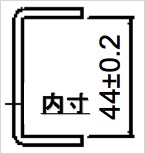
内寸で表記されている図面は外寸に書き換える事により、寸法間違いを防止する事が出来ます。
※内寸の精度が求められる場合は内寸と明記し、右寸を検査しましょう。
 [詳細≫]
[詳細≫]
片側の曲げが板の内側に入ると捻れてしまうので注意! [展開]

片側の曲げが板の内側に入る場合は切欠又はスリットを入れる事により、捻れを防止する事が出来ます。
※両側の場合はスリットを入れなくも捻れずに曲げる事が可能です。
 [詳細≫]
[詳細≫]

クリアランスが大きいとカエリが大きくなり、小さいとカエリは少なくなるが、抜き荷重が増大してしまいます。適正クリアランスで加工しましょう。
[詳細≫]
ブランク抜きの標準さん幅を計算しよう [金型設計]

さん幅が標準値を下回ると、材料にくびれや捻れが発生しブランクの外観を悪くしてしまいます。また、パンチやダイの摩耗が早くなり金型メンテの頻度が多くなります。適正さん幅で金型を設計しましょう。
[詳細≫]

抜き荷重が機械の許容荷重を超えてしまった場合は、パンチの刃先にシャー角を付ける事により、抜き荷重を少なくする事が出来ます。シャー角により10%~50%程度、少なく出来ます。
[詳細≫]
バーリング部の割れは下穴の打ち抜き方向で決まる [金型設計]

バーリング加工する際は、下穴の打ち抜き方向に注意する必要がある。下穴のダレ面方向からバーリング加工すると割れが発生してしまいます。
バリ面方向からバーリング加工する事により割れなく加工する事ができます。
[詳細≫]

曲げ圧力を計算し、適正なプレスブレーキを選択して下さい。係数×引張 強さの値を下記値に統一すると素早く計算する事が出来ます。最大の係数を掛けているので大きい値が出ます。
スチール = 69 ステンレス = 104 アルミニウム = 35 [詳細≫]
立ち上がり寸法が短い製品は適正V幅を計算しよう [曲げ]

曲げ寸法が短い製品はV幅を下げないと曲げられない場合があります。 材料寸法を決める前に予め適正V幅を計算し、材料寸法を間違わないようにしましょう。
[詳細≫]

バネ材は板目方向に並行して曲げると割れてしまいます。バネ材を曲げ加工する時は、板目と交わるようにして曲げる事により、割れを防止する事が出来ます。
[詳細≫]

コの字の深曲げを加工する時は、直剣では曲げる事が出来ません。グースネックを使用する事により、深曲げする事が出来ます。
[詳細≫]

最小寸法値以下は通常の型で曲げる事は出来ません。曲げ型を製作するか、設計変更する必要があります。
[詳細≫]

最小寸法値は通常の型で曲げる際の寸法になり、ダブル曲げの型を使用する事により、最小値以下で曲げる事が可能です。
[詳細≫]

曲げ加工すると曲げキズが付いてしまいます。キズ防止シートを下型に取り付ける事により、曲げキズを付けずに曲げる事が出来ます。
[詳細≫]

通常の金型では曲げる事の出来ない高さの低い段曲げは、段曲げ金型を用いる事により、曲げる事が可能になります。
[詳細≫]

曲げ際に穴があると、曲げ時に丸穴が楕円になってしまうため曲げ後に穴明け加工するのが一般的です。
穴明けと同時に逃がし穴(角穴)を明けておく事により、曲げ時の丸穴の変形がなくなります。
[詳細≫]
曲げ付近にあるバーリングの変形をなくす方法 [曲げ]

曲げ際にバーリングがあると、曲げ時にバーリングが金型と干渉して潰れてしまいます。
左記の様に金型と金型の間に隙間を開け、その間にバーリングを入れる事により金型との干渉を防げます。ダボ等の突起加工に最適です。
[詳細≫]

溶接記号に数値が記載されている場合は左記の様に、定められた数値通りに溶接しましょう。
溶接記号が基線の上側の場合は逆側を溶接します。
[詳細≫]
適正な溶接棒を使用し、溶接部の腐食や割れを防止 [溶接]

SSとSSの母材にSUSの溶接棒を使用すると、錆を誘発するのでNGです。
左記表にて溶接棒を確認して適正な溶接棒を使用しましょう。
[詳細≫]

溶接電流が低いと発生しやすく、溶接速度や溶接棒の保持角度が不適正でも発生します。溶接金属が過剰でビード止端部で溢れ出た状態になっています。
一般的防止対策として溶接電流を高くする、溶接速度を速くする、溶接棒の保持角度を適正にする等があります。
[詳細≫]

溶接電流が高いと発生しやすく、溶接速度や溶接棒の保持角度が不適正でも発生します。アーク等によって掘られた溝が大きくなるのに対し、溶接金属が不足状態になっています。
一般的防止対策として溶接電流を低くする、溶接速度を遅くする、溶接棒の保持角度を適正にする等があります。
[詳細≫]
[次>]
[ホームへ戻る]
(C) Kyoei Press Kogyo Co.,Ltd. All rights reserved. Powered by AD-EDIT
